


















Hem-Fir is a renewable, workable species group and, when modified through a controlled process, it becomes more dimensionally stable, more resistant to decay, and better suited to higher-value exterior applications.
How heat, steam, testing, and process control turn coastal fibre into a higher-value wood product.
The International Thermowood® Association defines the Thermowood® process as an industrial-scale thermal modification method where wood is modified at elevated temperature, in the presence of steam, under atmospheric pressure, without added chemicals. Thermally modified wood is not pressure-treated wood. It is not chemically impregnated wood. It is re-engineered wood whose cell structure has been changed by heat, steam, time, and controlled process conditions.

Thermal modification is a mature wood technology with European roots, a standardized technical framework, and decades of commercial use. The work now is to apply that mature process with discipline to coastal Hem-Fir, then validate the results through data, trials, and controlled product development.
‘Europe has shown what thermal modification can do. Now we have the opportunity to build a North American platform around local fibre, technical validation, and commercial scale.’
– Sepideh Nourian, Product Developer, Western Forest Products
Thermal modification technology has a solid legacy.
The science behind thermal modification has been studied and refined for decades, with modern industrial development led strongly by Northern Europe. The Thermowood® process was developed in Finland by VTT Technical Research Centre of Finland in cooperation with the Finnish wood products industry, and the International Thermowood® Association now governs the Thermowood® trademark, process standards, and production framework.
‘Thermal modification is not simply about reaching a temperature. It is about controlling the journey the wood takes to get there and back.’
– Sepideh Nourian, Product Developer, Western Forest Products
For us, that history provides confidence in the underlying technology. Our responsibility is to take a proven process and develop a disciplined, data-supported thermally modified Hem-Fir product platform for North American markets.
The thermal modification process: Heat, steam, and controlled change.
The science behind thermal modification is generally structured into three controlled phases: high-temperature drying, thermal modification, and cooling or conditioning. The kiln is first heated, and the wood is dried to a very low moisture content. Then, the wood is thermally modified at elevated temperature, where all the permanent chemical changes happen, then cooled and reconditioned to a stable moisture level, suitable for machining, installation, and end use.
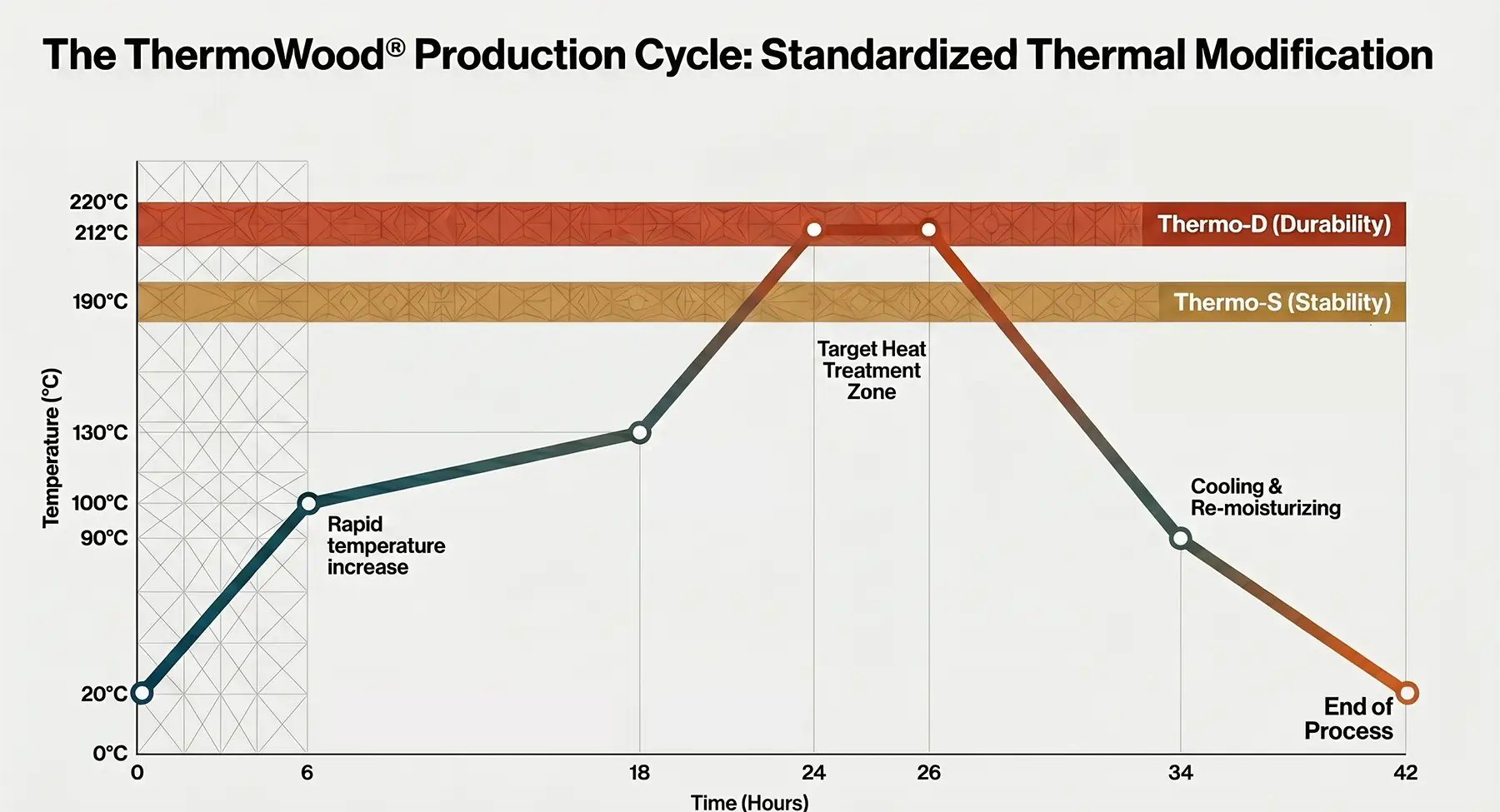
Schematic representation of the ThermoWood® treatment schedule, adapted from the ThermoWood® Handbook.
Moisture content, board thickness, density, airflow, stacking, and temperature all affect how evenly the wood heats and how much internal stress develops.
A key component of the Thermowood® framework is the use of standardized performance classes, which categorize thermally modified wood based on treatment intensity and resulting material characteristics. The most commonly referenced classes include:
- Thermo-D (Durability) – designed for enhanced durability in exterior and more demanding exposure conditions
- Thermo-S (Stability) – optimized for applications where dimensional stability is the primary requirement
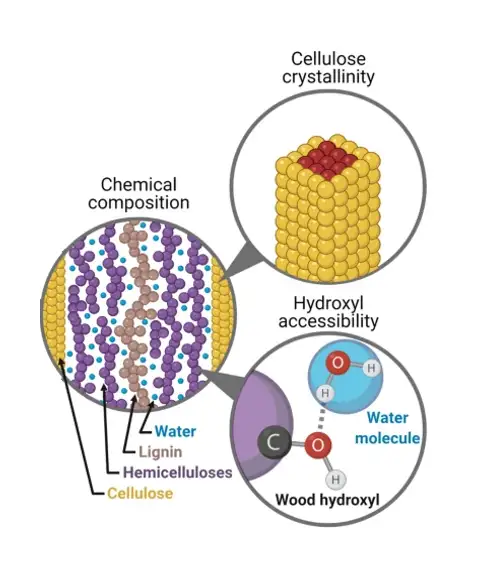
What happens inside the wood cell wall?
Wood performance is heavily influenced by its relationship with water. Conventional wood absorbs and releases moisture as humidity changes. That movement causes swelling, shrinking, cupping, twisting, checking, and, in the wrong conditions, biological decay.
Fredriksson, M., Rüggeberg, M., Nord-Larsen, T. et al., Water sorption in wood cell walls–data exploration of the influential physicochemical characteristics. Cellulose 30, 1857–1871 (2023).
The process also changes the structure of cellulose and lignin. Cellulose becomes more ordered and less responsive to moisture. Lignin softens and re-hardens in a more cross-linked form. Extractives, including some oils, resins, and sugars, are partially evaporated. These changes affect colour, smell, moisture behaviour, stability, and biological resistance.
‘Thermally modified wood can perform differently from conventional kiln-dried wood. Kiln drying removes moisture. Thermal modification changes the wood’s chemistry, so it behaves differently after the moisture returns.’
– Sepideh Nourian, Product Developer, Western Forest Products
Why less moisture means better exterior performance.
Moisture is one of the main drivers of exterior wood movement and decay. When wood absorbs water, it swells. When it dries, it shrinks. Over repeated wetting and drying cycles, that movement can affect appearance, fastener performance, coating performance, and long-term stability.
Thermal modification reduces that movement by lowering the wood’s tendency to absorb moisture. Scientific reviews describe improved dimensional stability and increased biological decay resistance as two of the main benefits of thermal modification, while also noting that treatment conditions must be managed carefully because some mechanical properties can be reduced if the process is too severe.

For exterior wood products, that balance is critical. We want improved stability, durability, and appearance, but we also need to understand strength retention, fastener performance, coating compatibility, machining behaviour, and product-specific limits.
That is why testing matters. The process creates the potential. Validation proves where and how the product should be used.
Open system thermal modification and the role of steam.
Industrial thermal modification technologies differ in how they manage heat, moisture, and process atmosphere. Some systems use closed or pressurized environments. Others operate closer to atmospheric pressure. The science behind thermal modification is an open system process, using heat and steam under atmospheric pressure.
Steam is important because it supports heat transfer, helps protect the wood from burning at high temperatures, and helps regulate the treatment atmosphere. In a controlled process, the role of steam is not incidental. It is part of the system that makes high-temperature wood modification possible and repeatable.

This is one reason equipment choice matters. The same species can behave differently depending on kiln design, airflow, temperature control, moisture control, probe placement, software, and treatment schedule. Thermal modification is therefore not just a material process. It is an industrial control process.
Why Western selected Jartek.
Western Forest Products selected Jartek as its thermal modification partner following an extensive global evaluation of available systems. Jartek’s position as a Finnish market leader with decades of industrial experience and successful installations worldwide made it the most credible and proven solution for Western’s commercial-scale needs. We selected Jartek because this project requires more than equipment. It requires proven expertise, process discipline, technical support, and a partner with deep experience in industrializing thermal modification.
Jartek is a Finnish wood processing technology company whose product portfolio includes thermal kilns, lumber handling lines, planer lines, calibration and testing equipment, and complete mill solutions. They helped advance industrial thermal modification technology.
‘The right kiln partner does not just supply heat. They help us build repeatability, confidence, and commercial discipline.’
– Sepideh Nourian, Product Developer, Western Forest Products
That approach aligns directly with our Hem-Fir program. Hem-Fir is familiar to us, but thermally modified, knotty, second-growth Hem-Fir needs species-specific development. It needs trials, process adjustment, testing, documentation, and field learning.
Jartek also states that every wood species reacts differently to thermal modification, which means process optimization by species is essential. That is an important principle for us. We are not simply applying a generic recipe. We are developing the right process window for our fibre, our product applications, and our market requirements.





